
三次元測定機の価格相場
「三次元測定機を導入したいけど、コストや価格が気になる」という方のために、三次元測定機の導入コスト・ランニングコスト・本体の価格相場などをご紹介します。
三次元測定機とは
三次元測定機とは、立体の寸法や形状を三次元で測定する計測器の一種です。測定された情報はX・Y・Z軸の座標で示され、これらの座標情報を重ねて立体の寸法・公差を測定します。
三次元測定機の種類を測定方式で大別すると、接触型と非接触型の2種類があります。接触型三次元測定機は、測定子の先端にあるプローブと呼ばれる接触子を立体に接触させて三次元測定を行うもので、非接触型三次元測定機は、立体に接触せずレーザーを用いて三次元測定を行うものです。
二次元の対象物であればメジャーなどを用いて簡単に測定を行えますが、三次元の対象物を迅速・正確に測定する必要がある現場では、三次元測定機の導入が不可欠になるでしょう。
接触式三次元測定機の特徴と価格の目安
接触式は、プローブ先端をワークに軽く当てて接触点の座標を取得し、点の集合から寸法や幾何公差(GD&T)を評価します。穴・軸・基準面など幾何要素を正確に出す用途で長年の実績があり、μmオーダーの公差管理に強みがあります。繰り返し性が高く、測定プログラムの自動実行(CNC化)やパレット・ロボットとの連携で量産検査に展開しやすいのも利点です。
一方で、最良の精度を得るには温度管理や防振などの環境整備が望まれ、点取りゆえに面全体の可視化は相対的に時間を要します。価格は構成で大きく変わりますが、手動/小型クラスは数百万円〜、自動運転に対応する門型CNCでは1,000〜2,000万円がひとつの目安です。導入時は本体だけでなく、治具・校正・ソフト保守・教育などの費用も合わせて検討すると失敗がありません。
非接触式三次元測定機の特徴と価格の目安
非接触式は、レーザーやパターン投影・カメラによって表面を読み取り、画像や位相情報から面の座標を再構成します。自由曲面や鋳造・樹脂・薄物など“面全体の偏差を短時間で把握”する用途に強く、大型ワークやリバースエンジニアリングにも適しています。環境側での運用自由度が高い一方、鏡面・黒色・透明体は条件出し(照明、スプレー、ターゲット)が必要になる場合があります。工程内/インライン検査に発展させやすいのも特長です。
価格の中心はハンディ/据置スキャナで数百万円台、広範囲・高自由度のレーザートラッカーは1,000万円超〜数千万円が目安です。運用面では、ターゲットや消耗品、校正・ソフト保守の費用も併せて見積もると実情に合います。
三次元測定機による
リバースエンジニアリング
について詳しく見る
接触/非接触の主な違い(早見表)
| 観点 | 接触式 | 非接触式 |
|---|---|---|
| 精度傾向 | 高精度・幾何要素に強い | 面全体の高速取得が得意 |
| スピード | 点計測で相対的に遅いがCNCで安定 | 広範囲を短時間で取得 |
| 環境適性 | 温調・防振が望ましい | 現場運用もしやすいが条件出しが必要 |
| 価格の傾向 | 数百万円〜/CNCは1,000〜2,000万円 | スキャナは数百万円台中心/トラッカーは1,000万円超〜 |
まずは必要公差・測定点数・所要時間・設置条件を整理し、方式を決めてから具体機種を比較すると効率的です。
本体の価格相場は?
三次元測定機には、ハンディタイプなど小型のものから、門型構造の大型タイプまでさまざまな種類があります。手動の門型タイプやハンディタイプの中には数百万円ほどで導入できるものもありますが、大型・高精度になるほど導入コストが高くなり、機器によっては1,000万円~2,000万円ほどかかるものもあります。
価格帯の目安
| タイプ | 本体価格帯の目安 | 備考 |
|---|---|---|
| 接触式:手動/小型(ハンディ・小型据置) | 数百万円〜 | 教育が容易。温調要件は緩めでも運用しやすい機種あり |
| 接触式:CNC門型 | 1,000〜2,000万円 | 自動化・量産検査に好適。設置/環境整備の費用を別途考慮 |
| 非接触:ハンディ/据置スキャナ | 数百万円台中心 | 自由曲面や薄物の面比較に強い。条件出しで精度安定 |
| 非接触:レーザートラッカー | 1,000万円超〜数千万円 | 大型設備・治具の芯出し/据付で活用。広範囲計測が強み |
※上記は目安帯です。必要精度/測定範囲/センサー構成/自動化/周辺機器により変動します。
一口に三次元測定機と言っても、平面に強いもの、複雑形状に強いもの、透明物が測定できるもの、測定スピードが速いものなど、メーカーごとに特性はさまざま。それぞれの特徴と予算、価格を考慮しながら、ニーズに合った機器を選びましょう。
導入費用(TCO)
三次元測定機は本体価格だけで比較すると、導入後に「想定より費用がかかった」「運用が回らない」になりがちです。ここでは、導入総額(TCO:Total Cost of Ownership)の考え方で整理します。
本体価格だけでなく「運用に必要なもの」まで含めて見積もる
導入費用は大きく以下に分かれます。
- 本体(測定機)
- 測定ソフトウェア/解析ソフト
- プローブ・スタイラス等の測定関連(標準球など含む)
- 治具・固定具(ワーク保持、パレット等)
- 設置環境の整備(温度・振動・スペース・電源)
- 校正・保守(定期点検、精度保証、延長保守)
- 教育(操作トレーニング、測定プログラム作成)
特に、検査の属人化を避けるには「教育」と「運用設計」の比重が大きくなります。
導入時に発生しやすい費用(初期費用)
三次元測定機の導入にあたっては、本体の購入価格はもちろん、設置スペースや測定環境の設営など装置以外にも費用がかかります。
- 設置・搬入・工事:搬入経路の確保、床強度、電源/エア源、設置調整
- 測定環境:温度管理(空調・恒温室)、防振、周囲振動の影響対策
- スペース:大型機は設置寸法に加え、段取り・メンテ用の作業スペースも必要
- 治具・固定具:ワーク保持の専用治具、クイッククランプ等
- 初期教育:操作トレーニング、測定手順の標準化、プログラム作成
大型の装置では、設置環境やスペースの制約がボトルネックになりやすいため、現場条件(搬入経路・床・空調)を先に確認しておくと安心です。
導入後にかかる費用(年間費用・更新費)
三次元測定機は導入して終わりではありません。高精度な測定を維持するためには、メーカーによる定期的なメンテナンスや、プローブのキャリブレーションなどが必要です。
- 保守・点検:定期点検、故障対応、延長保守、リモートサポート
- 校正:年次校正、精度確認(監査対応・品質保証に直結)
- 消耗品:スタイラス、プローブ周辺、ターゲット/スプレー(非接触系)
- ソフト保守・更新:評価ソフト保守契約、機能追加(有償の場合が多い)
- PC/OS更新:インターネット接続運用時のアップデート、周辺互換性対応
- 再教育:担当交代・工程変更・測定要求変更に伴う再トレーニング
TCOの考え方:初期費用+毎年かかる費用+更新費
-
初期費用(導入時)
本体、ソフト、周辺機器、治具、設置工事、初期トレーニングなど -
年間費用(運用時)
保守契約、校正、消耗品、ソフト保守、再教育など -
更新費用(数年単位)
ソフト更新、PC更新、測定要求の変化に伴う追加オプション、設備更新など
費用を「検査コスト削減」や「品質リスク低減」とセットで説明する
三次元測定機の導入は、単なる設備投資ではなく次の価値と結びつきます。
- 手作業測定の工数削減(測定時間・手戻り削減)
- 不良流出リスクの低減(再測定・クレーム対応の削減)
- 工程改善のデータ取得(ばらつきの可視化)
価格だけでなく、“何のコストが減り、どのリスクが下がるか”をセットで見積もると、判断しやすくなるでしょう。
価格を見る前に!精度・仕様の見方
三次元測定機は、見た目やメーカー名だけで選ぶと「精度が足りない」「測定に時間がかかる」「温度変化で結果が安定しない」といったミスマッチが起こりがちです。カタログを読むときは、“どれだけ正確に測れるか”だけでなく、“その精度を現場で再現できる条件が揃うか”までセットで確認しましょう。
精度は「1つの数字」ではなく、複数指標の組み合わせで決まる
カタログには「精度」や「測定誤差」が記載されますが、見ている指標が何なのかを理解することが重要です。代表的には次のような項目が出てきます。
-
長さ測定の誤差(最大許容長さ測定誤差など)
ある長さを測ったときに、どの程度の誤差が生じうるかを示します。部品寸法の合否判定に直結するため、まず最優先で確認する項目です。
ただし、同じ「誤差」でも条件(温度、測定速度、プローブ、測定方法)によって差が出るため、脚注の測定条件まで確認します。 -
繰返し精度(繰返し性)
同じ箇所を何度も測ったときに、結果がどれだけブレないかを示します。量産ラインでの検査や、工程能力の評価では特に重要です。
「平均値は合っているが、測るたびにバラつく」という状況は現場で困るので、長さ誤差とセットで見ます。 -
分解能(表示の細かさ)
画面上の最小表示単位が細かいほど高精度…と思われがちですが、分解能が細かくても機械全体の誤差が小さいとは限りません。
“どこまで表示できるか”ではなく、“どこまで正しく測れるか”が重要です。 -
測定範囲(X/Y/Zストローク)
測りたい製品が入るサイズかどうかの基本条件です。治具やワーク固定の余白も含めて考える必要があります。
「測定条件」を見落とすと、スペック通りに出ない
精度の数値は、あくまで条件付きです。特に以下は要注意です。
-
温度条件(一般に20℃基準)
三次元測定機は温度変化の影響を受けやすく、環境が不安定だと結果が揺れます。恒温室や温度補正の有無、設置場所の空調状況も含めて考えます。 -
測定速度・測定方法
高速測定をすると、振動や追従性の影響で精度が落ちる場合があります。必要なタクト(測定時間)を満たしつつ、精度が確保できるかを確認しましょう。 -
プローブの種類(タッチ・スキャニング等)
点で測るのか、連続でなぞるのかで得意不得意が変わります。形状(曲面・自由曲面)や測定目的(寸法検査/形状解析)に合わせます。
現場での「選定の考え方」:精度は“要求公差”から逆算する
カタログで精度の数字を追う前に、次を先に整理すると判断が速くなります。
- 製品の要求公差(合否判定に必要なレベル)
- 測定対象のサイズ(測定範囲に影響)
- 現場の温度・設置環境(再現性に影響)
- 必要な測定時間(タクト)(速度と精度のバランス)
「最高精度」を狙うほどコストも運用負荷も上がります。“必要十分な精度”を、現場で安定再現できるかが選定のコツです。
よくある質問(FAQ)
Q.三次元測定機の価格はどれくらいですか?
A.本体価格だけでなく、ソフト・治具・環境整備・校正/保守・教育まで含めた導入総額(TCO)で考えるのが現実的です。特に運用に必要な周辺要素が抜けると、導入後に追加費用が発生しやすくなります。
Q.導入時に「本体以外」で発生しやすい費用は何ですか?
A.代表例は、測定ソフト(解析・帳票出力含む)、プローブ/スタイラス、治具(ワーク固定)、設置環境の整備(温度・振動対策、電源)です。現場で安定した測定を行うには、周辺要素まで含めて見積もる必要があります。
Q.保守・校正にはどれくらい費用がかかりますか?
A.機種や契約内容によって変わりますが、定期点検・校正・消耗品交換・サポート対応などが主な内訳です。年間費用として計上し、設備停止(ダウンタイム)時の代替手段も含めて運用設計すると安心です。
Q.ソフトウェアの費用は別にかかりますか?
A.かかるケースが多いです。測定用の基本ソフトに加えて、CAD連携、形状比較、幾何公差(GD&T)評価、レポート自動化などはオプションになることがあります。「やりたい測定(検査項目)」から逆算して、必要な機能を洗い出しておくと追加費用を抑えられます。
Q.中古やレンタルでコストを抑えることはできますか?
A.可能ですが、精度保証の範囲、校正履歴、保守体制、ソフトのライセンス条件、部品供給(保守期限)を事前に確認することが重要です。初期費用は下げやすい一方で、運用リスクや追加費用が増えるケースもあるため、TCOで比較しましょう。
Q.どのメーカーを選べばいいですか?
A.メーカー選定は「どこが一番」ではなく、用途・必要精度・測定範囲・タクト・設置環境で決まります。先に要件(測る対象と求める精度)を整理し、複数メーカーで比較・デモ測定を行うのが確実です。
Q.精度はカタログの数字が大きいほど良いですか?
A.高精度であるほど有利な場面はありますが、同時にコストや運用負荷も上がります。重要なのは、要求公差を満たす精度を、現場環境で安定して再現できるかです。カタログの数値は測定条件とセットで確認してください。
Q.三次元測定機は使いこなすのが難しいですか?
A.難しさの多くは、操作よりも段取り・基準取り・標準化にあります。測定手順や治具、基準の決め方を標準化し、教育計画を整えると属人化しにくくなります。
Q.校正やメンテナンスは必要ですか?
A.必要です。精度を担保するには、定期的な校正・点検が欠かせません。保守契約の有無、校正の頻度、ダウンタイムの扱い(代替手段)まで含めて運用設計すると安心です。
Q.画像測定機と三次元測定機はどちらが良いですか?
A.一概にどちらが上ではなく、対象物・必要精度・形状で住み分けます。平面中心で高速測定したい場合は画像測定機が向くことがあり、三次元形状や複雑形状、基準に基づく立体的な評価が必要なら三次元測定機が強みを発揮します。
まとめ:接触と非接触で価格はこう違う
必要な精度・対象形状・設置環境により最適な方式は分かれ、接触式は「寸法公差に強く、手動は数百万円〜/CNCは1,000〜2,000万円」、非接触式は「面の高速取得に強く、スキャナは数百万円台中心/トラッカーは1,000万円超〜」という価格帯が一般的です。まずは要求仕様(必要公差、測定点数/時間、ワークサイズ、運用環境)を書き出し、方式を先に絞ってから機種比較へ進むのが、コスト最適化への近道です。
三次元測定機の主要メーカー
キーエンス

https://www.keyence.co.jp/ss/products/measure-sys/xm/007/2111_01.jsp
1974年に設立されたキーエンスは、FA(ファクトリー・オートメーション)製品の開発・販売を中心とし、測定機や画像処理機器も手がけているメーカーです。国内はもちろん海外にも数多くの拠点を展開しており、グローバルな事業展開も特徴のひとつ。徹底した課題解決への意識が特徴であり、さまざまな業界における、ものづくりを支えています。
ミツトヨ

https://www.mitutoyo.co.jp/products/measuring-machines/cmm/standard/191-583/
神奈川県川崎市に本社を置いているミツトヨは、1934年に創業した大手総合測定機器メーカーです。同社は創業以来「品質第一」にこだわっており、部品開発から製造・組み立て、完成までの流れについて一貫して自社で対応している点も特徴。非常に多彩な測定機器を取り扱っており、国内に加えて世界に向けてシェアを広げている企業です。
東京精密

https://www.accretech.jp/product/measuring/cmm/zeiss_xenos.html
東京精密は、1949年に創業したメーカーであり、精密計測機器と半導体製造装置において世界で高いシェアを持っています。同社はナノレベルの精度にこだわっている点が特徴であり、世界水準以上の高い精度を持つ製品も提供。国内外に営業所を展開しており、三次元座標測定を有効活用するためのスクールも開講しています。
ヘキサゴン
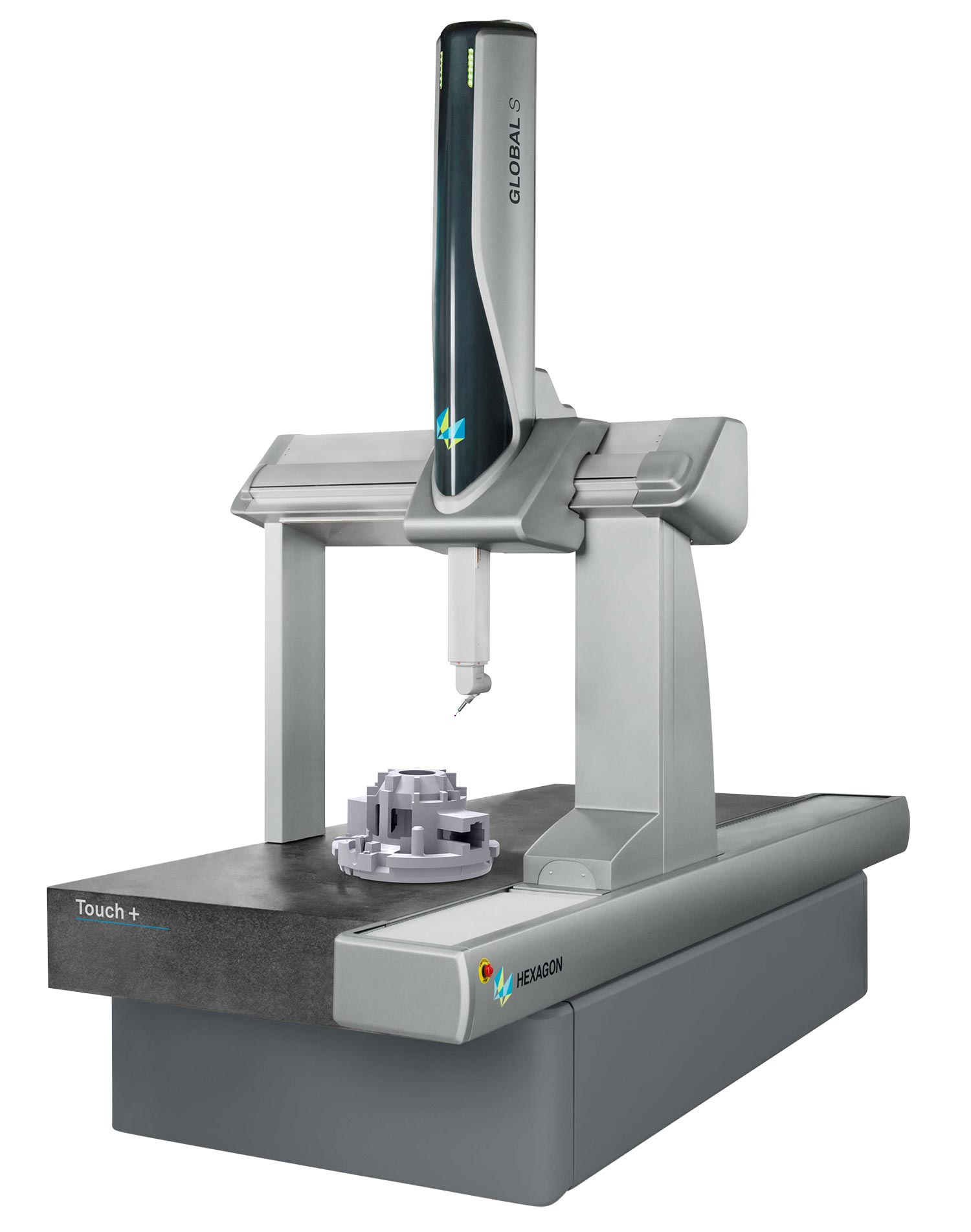
https://hexagon.com/ja/products/global-touch
スウェーデン・ストックホルムに本社を構えている、測定機メーカーです。日本を含め数多くの国に拠点を展開しています。主に計測機器や電子機器の開発や販売を手がけており、アフターサービスや保守サービスにも対応。さまざまな業界に製品を提供しています。さらに、測定機器のみではなく、機器から得られるデータ活用のためのソフトウェアの提供を行っている点も特徴です。
カールツァイス
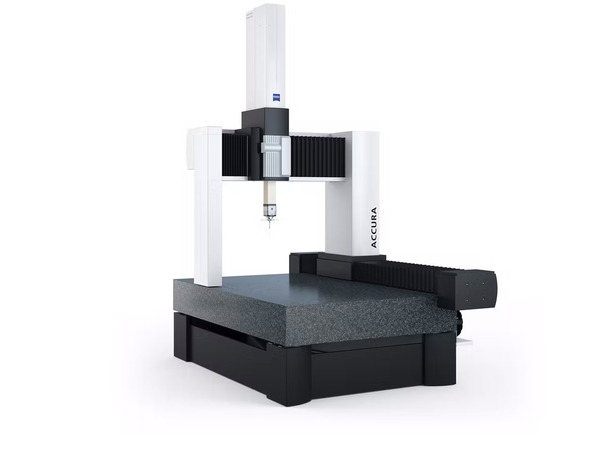
https://www.zeiss.co.jp/metrology/seihin/shisutemu/zahyo-sokuteiki/mon-ido-katachi-zahyo-sokuteiki/accura.html
カールツァイスはドイツに拠点を置く光学機器メーカーで、三次元測定機のほか、カメラ用のレンズ、顕微鏡、双眼鏡などさまざまな製品を提供しています。三次元測定機の導入にあたっては、コンサルティングから導入を行った後のメンテナンスまで対応。幅広い三次元測定機を扱っており、自動車産業や機械製造業、航空宇宙産業といったように多彩な分野で活用されています。
コスト・相場は?
三次元測定機は大型・高精度になるほど価格が高くなる上、設置スペースや測定環境を整える費用もかかります。大型・高精度の測定に対応するタイプでは、導入時に数千万円かかるものもあるので、導入の際にはどんな仕様が必要なのか、自社の業務内容や品質規格などを考慮しながら慎重に選びましょう。
こちらのページでは。「温度環境を整えた上で、専門知識・スキルのもと、正しく設定・測定しなくてはならない」といった三次元測定機の課題を解決し、誰でも簡単に測定できる三次元測定機を紹介しています。
三次元測定機の
おすすめ3選
三次元測定機メーカー15社(※)の門型・アーム型・卓上型・ハンディ型と様々な製品を調査し、導入企業の声が公式HPで掲載されている信頼できる三次元測定機をピックアップ。 そのなかで「測定精度・安定性に優れている機器」「使いやすさ・汎用性に優れている機器」「実績・実例が豊富な機器」という3つに分けて、それぞれの三次元測定機が他と何が違うのかを詳しく解説します。
を求めるなら…
(キーエンス)
引用元:キーエンス
(https://www.keyence.co.jp/ss/products/measure-sys/xm/007/2111_01.jsp)
ココが違う!
- ノギス感覚で使える独自のハンディ型
- 測定室以外(現場やオフィス)でも使える
- 最大2mという幅広い測定範囲
を求めるなら…
(東京精密)
引用元:東京精密
(https://www.accretech.jp/product/measuring/cmm/zeiss_xenos.html)
ココが違う!
- 最大許容長さ測定誤差は0.3+L/1000㎛
- 繰り返し精度は+-0.2㎛
- 分解能(最小表示単位)は0.001㎛
を求めるなら…
(ミツトヨ)

引用元:ミツトヨ
(https://www.mitutoyo.co.jp/products/measuring-machines/cmm/standard/191-812h/)
ココが違う!
- 自動車、航空、製造と幅広い納入実績
- 1934年創業のノウハウが結集
- スマートファクトリーにも対応
・ZEISS XENOSは最大許容長さ測定誤差、繰り返し精度、分解能がいずれも調査した中で最高数値だったため
・XMは測定室以外でも使用できるハンディ式の中で、調査した中で最も高精度で広範囲の測定範囲だったため
・CRYSTA-Apexは社名ありの導入実例(計12件)が調査した中で最も豊富だったため
